Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Межстаночные траектории как функции числа схватов и организации производственной сценыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
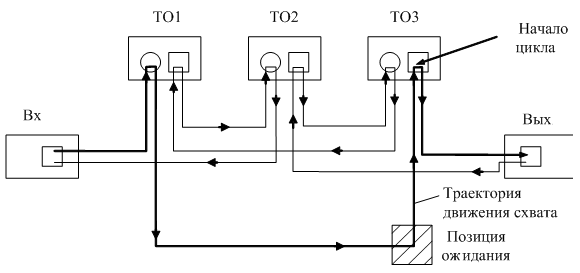
Наиболее часто в РТК возникают следующие производственные сцены при многостаночном обслуживании: 1. Промышленный робот оснащен одним схватом. 2. ПР оснащен одним схватом; в составе РТК имеются позиции промежуточного хранения изделий. 3. ПР оснащен двумя схватами, закрепленными на одной руке. Первый случай. В этом случае цикл начинается с разгрузки последнего по технологическому процессу оборудования, чтобы обеспечить возможность разгрузки предшествующего ТО, т. е. обслуживание ТО идет в последовательности, обратной последовательности технологического процесса (рис. 11.11). Приведенный рисунок, выполненный в соответствии с компоновкой РТК и в масштабе, дает возможность представить достаточно точно требуемую траекторию схвата. Однако временное представление здесь затруднено. Наглядное представление о последовательности работы ПР во времени дает диаграмма перемещений схвата, которая является граф-схемой переходов, вершины которой соответствуют выделенным (учитываемым) состояниям РТК (рис. 11.12). При этом используются «распрямленные» траектории, т. е. условные плоские траектории, длина которых равна длине действительных траекторий.
Рис. 11.11. – разгрузка, – загрузка
Рис. 11.12 На рисунке 11.12 использованы следующие условные обозначения:
Работа РТК по возможности должна быть организована так, чтобы к моменту подхода схвата к рабочей зоне ТО оно заканчивало обработку и при необходимости останавливалось. В первом случае простой оборудования неоправданно велик.
Третий случай. Такую организацию производственной сцены (рис. 11.15) можно отнести к наиболее оптимальному варианту, так как длина траектории схватов сведена к минимуму (рис. 11.16). Смена заготовки на деталь в схвате и детали на заготовку в станке происходит непосредственно в рабочей зоне станка.
Рис. 11.15
Рис. 11.16
Глава 12. Планирование траекторий схвата
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-09; просмотров: 563; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.147 (0.007 с.) |