Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Определение припусков и размеров при выполнении промежуточных операций
Для получения высокой точности размеров диаметров D1 и D2 необходимо строго придерживаться рекомендаций по технологии изготовления. Операции для этих поверхностей должны включать:
1. Черновое точение
2. Чистовое точение
3. Термообработка
4. Предварительное шлифование
5. Чистовое шлифование
До разработки техпроцесса изготовления вала необходимо для этих поверхностей определить припуски и размеры при промежуточных операциях.
Определим общий припуск на шлифование. Величина его зависит от точности и величины размера, от материала детали, от термообработки, от характеристик станка, от способов шлифования и др.
Для всех вариантов заданий примем припуск на шлифование 0.6 – 0.8мм. Разобьем этот припуск на две части примерно в соотношении 1:3, т.е. на чистовое шлифование припуск 0.15 – 0.2мм, а на предварительное 0.4 – 0.6мм. Примем также припуск на чистовое точение 0.6 – 0.8мм. Это дает нам возможность определить припуск и размеры при промежуточных операциях.
ПРИЛОЖЕНИЯ
Таблица 1 – Размеры вала, мм и условия работы для разных вариантов заданий
| № Задания
| D1
| D2
| D3
| l1
| l2
| l3
| l4
| l5
| Посадка шестерни на вал
| Вид нагружения подшипников
| Нагрузочный режим работы
| | 1
| 15
| 10
| 20
| 5
| 17
| 40
| 12
| 69
| с умеренным натягом
| местное
| легкий
| | 2
| 18
| 12
| 25
| 6
| 20
| 47
| 13
| 79
| с умеренным натягом
| местное
| нормальный
| | 3
| 22
| 15
| 30
| 7
| 24
| 56
| 14
| 91
| тяжелая прессовая
| местное
| тяжелый
| | 4
| 25
| 17
| 35
| 8
| 28
| 66
| 15
| 104
| с умеренным натягом
| циркуляционное
| легкий
| | 5
| 30
| 20
| 40
| 9
| 33
| 78
| 17
| 121
| с умеренным натягом
| циркуляционное
| нормальный
| | 6
| 35
| 25
| 45
| 11
| 39
| 92
| 19
| 141
| тяжелая прессовая
| циркуляционное
| тяжелый
| | 7
| 40
| 30
| 50
| 12
| 44
| 103
| 21
| 157
| с умеренным натягом
| местное
| легкий
| | 8
| 45
| 35
| 55
| 14
| 50
| 118
| 23
| 178
| с умеренным натягом
| местное
| нормальный
| | 9
| 50
| 40
| 60
| 15
| 55
| 131
| 26
| 198
| с умеренным натягом
| циркуляционное
| легкий
| | 10
| 55
| 45
| 65
| 17
| 60
| 141
| 28
| 214
| с умеренным натягом
| циркуляционное
| нормальный
| | 11
| 60
| 50
| 70
| 18
| 66
| 155
| 30
| 233
| тяжелая прессовая
| циркуляционное
| тяжелый
| | 12
| 65
| 55
| 75
| 20
| 72
| 169
| 32
| 253
| с умеренным натягом
| местное
| легкий
| | 13
| 70
| 60
| 80
| 21
| 77
| 181
| 34
| 270
| с умеренным натягом
| местное
| нормальный
| | 14
| 75
| 65
| 85
| 23
| 83
| 195
| 36
| 290
| тяжелая прессовая
| местное
| тяжелый
| | 15
| 82
| 70
| 90
| 25
| 90
| 211
| 39
| 314
| с умеренным натягом
| циркуляционное
| легкий
| | 16
| 88
| 75
| 100
| 27
| 97
| 228
| 41
| 337
| с умеренным натягом
| циркуляционное
| нормальный
|
Таблица 1 (продолжение)
| № Задания
| D1
| D2
| D3
| l1
| l2
| l3
| l4
| l5
| Посадка шестерни на вал
| Вид нагружения подшипников
| Нагрузочный режим работы
| | 17
| 95
| 80
| 110
| 29
| 105
| 235
| 43
| 350
| тяжелая прессовая
| циркуляционное
| тяжелый
| | 18
| 100
| 85
| 120
| 30
| 110
| 258
| 45
| 378
| с умеренным натягом
| местное
| легкий
| | 19
| 107
| 90
| 125
| 32
| 118
| 277
| 47
| 403
| с умеренным натягом
| местное
| нормальный
| | 20
| 115
| 95
| 130
| 34
| 127
| 298
| 50
| 432
| тяжелая прессовая
| местное
| тяжелый
| | 21
| 120
| 100
| 140
| 36
| 130
| 306
| 52
| 446
| с умеренным натягом
| циркуляционное
| легкий
| | 22
| 125
| 105
| 145
| 38
| 138
| 324
| 54
| 470
| с умеренным натягом
| циркуляционное
| нормальный
| | 23
| 130
| 110
| 150
| 40
| 143
| 336
| 57
| 490
| тяжелая прессовая
| циркуляционное
| тяжелый
| | 24
| 135
| 115
| 155
| 42
| 149
| 350
| 59
| 510
| с умеренным натягом
| местное
| легкий
| | 25
| 140
| 120
| 160
| 44
| 154
| 362
| 62
| 530
| с умеренным натягом
| местное
| нормальный
|
Таблица 2 – Центровые отверстия с углом конуса 60° (по ГОСТ 14034 – 74)
Форма А Размеры в мм
| D
| d
| d1
| l
| l1
| | 4
| 1,0
| 2,12
| 1,3
| 0,97
| | 5
| (1,25)
| 2,65
| 1,6
| 1,21
| | 6
| 1,6
| 3,35
| 2,0
| 1,52
| | 10
| 2,0
| 4,25
| 2,5
| 1,95
| | 14
| 2,5
| 5,30
| 3,1
| 2,42
| | 20
| 3,15
| 6,70
| 3,9
| 3,07
| | 30
| 4
| 8,50
| 5,0
| 3,90
| | 40
| (5)
| 10,60
| 6,3
| 4,85
| | 60
| 6,3
| 13,20
| 8,0
| 5,98
| | 80
| (8)
| 17,00
| 10,1
| 7,79
| | 100
| 10
| 21,20
| 12,8
| 9,70
| | 120
| 12
| 25,40
| 14,6
| 11,60
| 
Размеры, занесенные в скобки, применять не рекомендуется. Пример обозначения центрового отверстия формы А диаметром d = 4мм. Отверстие центровое А4 ГОСТ 14034 - 74
Таблица 3 – Шариковые радиальные однорядные подшипники (по ГОСТ 8338 – 75). Серия диаметров 3, серия ширин 0
| Обозначение подшипника
| Внутренний диаметр, мм
| Наружный диаметр, мм
| Ширина, мм
| Радиусы закруглений, мм
| | 300
| 10
| 35
| 11
| 1,0
| | 301
| 12
| 37
| 12
| 1,5
| | 302
| 15
| 42
| 13
| 1,5
| | 303
| 17
| 47
| 14
| 1,5
| | 304
| 20
| 52
| 15
| 2,0
| | 305
| 25
| 62
| 17
| 2,0
| | 306
| 30
| 72
| 19
| 2,0
| | 307
| 35
| 80
| 21
| 2,5
| | 308
| 40
| 90
| 23
| 2,5
| | 309
| 45
| 100
| 25
| 2,5
| | 310
| 50
| 110
| 27
| 3,0
| | 311
| 55
| 120
| 29
| 3,0
| | 312
| 60
| 130
| 31
| 3,5
| | 313
| 65
| 140
| 33
| 3,5
| | 314
| 70
| 150
| 35
| 3,5
| | 315
| 75
| 160
| 37
| 3,5
| | 316
| 80
| 170
| 39
| 3,5
| | 317
| 85
| 180
| 41
| 4,0
| | 318
| 90
| 190
| 43
| 4,0
| | 319
| 95
| 200
| 45
| 4,0
| | 320
| 100
| 210
| 47
| 4,0
| | 321
| 105
| 220
| 49
| 4,0
| | 322
| 110
| 230
| 52
| 4,5
| | 323
| 115
| 240
| 54
| 4,5
| | 324
| 120
| 250
| 56
| 4,5
|
Таблица 4 – Предельные отклонения диаметров подшипников качения (по ГОСТ 520 – 89) класса точности 0, в зависимости от номинального диаметра
Шариковые и роликовые радиальные и шариковые радиально – упорные подшипники.
Кольца внутренние. Отклонения отверстия, мкм.
| Интервалы номинальных диаметров, мм
| Св. 2,5 до 10
| 10-18
| 18-30
| 30-50
| 50-80
| 80-120
| | Нижнее отклонение, ─ мкм
| 8
| 8
| 10
| 12
| 15
| 20
| | Верхнее отклонение, + мкм
| 0
| 0
| 0
| 0
| 0
| 0
| Кольца наружные. Отклонения наружного диаметра, мкм.
| Интервалы номинальных диаметров, мм
| 6-18
| 18-30
| 30-50
| 50-80
| 80-120
| 120-150
| 150-180
| 180-250
| | Нижнее отклонение, ─ мкм
| 0
| 0
| 0
| 0
| 0
| 0
| 0
| 0
| | Верхнее отклонение, + мкм
| 8
| 9
| 11
| 13
| 15
| 18
| 25
| 30
|
Таблица 5 – Рекомендуемые посадки подшипников качения в зависимости от вида нагружения и режима работы
Таблица 6 – Размеры сечений ширины и глубины пазов для установки призматических шпонок (по ГОСТ 23360 – 78) при номинальном соединении
Размеры, мм
| Диаметр вала d
| Сечение шпонки b×h
| Ширина B
| Глубина
| Радиус закругл. или фаска 5×45°
| | Вал (N9)
| Втулка Js9
| Вал t1
| Втулка t2
| | номин.
| пред. откл
| номин.
| пред. откл
| не более
| не менее
| | От 6 до 8
| 2×2
| -0,004
| +0,012
| 1,2
| +0,01
| 1,0
| +0,01
| 0,16
| 0,08
| | Св.8 до 10
| 3×3
| -0,029
| -0,012
| 1,8
| 1,4
| | Св.10до 12
| 4×4
| 0
-0,030
| +0,015
-0,015
| 2,5
| 1,8
| 0,16
| 0,08
| | «12» 17
| 5×5
| 3,0
| 2,3
| 0,25
| 0,16
| | «17» 22
| 6×6
| 3,5
| 2,8
| 0,25
| 0,16
| | Св.22 до 30
| 8×7
| 0
-0,036
| +0,018
-0,018
| 4,0
| +0,02
| 3,3
| +0,02
| 0,25
| 0,16
| | «30» 38
| 10×8
| 5,0
| 3,3
| 0,4
| 0,25
| | Св. 38 до 44
| 12×8
| 0
-0,043
| +0,021
-0,021
| 5,0
| 3,3
| 0,4
| 0,25
| | «44» 50
| 14×9
| 5,5
| 3,8
| | «50» 58
| 16×10
| 6,0
| 4,3
| | «58» 65
| 18×11
| 7,0
| 4,4
| | Св. 65 до 75
| 20×12
| 0
-0,052
| +0,026
-0,026
| 7,5
| 4,9
| 0,6
| 0,4
| | «75» 85
| 22×14
| 9,0
| 5,4
| | «85» 95
| 25×14
| 9,0
| 5,4
| | «95» 110
| 28×16
| 10,0
| 6,4
| | Св. 110 до 130
| 32×18
| 0
-0,062
| +0,031
-0,031
| 11,0
| 7,4
| 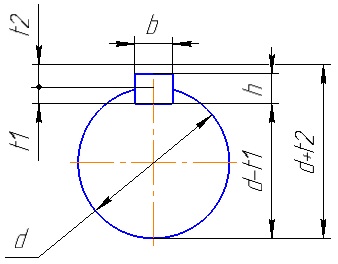
Таблица 7 - Предельные отклонения линейных размеров по классам точности общих допусков (по ГОСТ 30893.1 – 2002)
| Класс точности
| Предельные отклонения для интервалов номинальных размеров, мм
| | от 0,5 до 3
| св. 3 до 6
| св. 6 до 30
| св. 30 до 120
| св. 120 до 400
| св. 400 до 1000
| | Точный f
| ±0,05
| ±0,05
| ±0,1
| ±0,15
| ±0,2
| ±0,3
| | Средний m
| ±0,1
| ±0,1
| ±0,2
| ±0,3
| ±0,5
| ±0,8
| | Грубый c
| ±0,2
| ±0,3
| ±0,5
| ±0,8
| ±1,2
| ±2,0
| | Очень грубый v
|
| ±0,5
| ±1,0
| ±1,5
| ±2,5
| ±4,0
|
Таблица 8 – Общие допуски прямолинейности и плоскостности для элементов с не указанными на чертеже предельными отклонениями (по ГОСТ 30893.2 – 2002)
| Класс точности
| Общие допуски прямолинейности и плоскостности для интервалов номинальных длин, мм
| | до 10
| св. 10 до 30
| св. 30 до 100
| св. 100 до 300
| св. 300 до 1000
| | H
| 0,02
| 0,05
| 0,1
| 0,2
| 0,3
| | K
| 0,05
| 0,1
| 0,2
| 0,4
| 0,6
| | L
| 0,1
| 0,2
| 0,4
| 0,8
| 1,2
|
Таблица 9 – Размеры шпоночных фрез по ГОСТ 9140 – 78 с цилиндрическим хвостовиком
D – диаметр режущей части, мм
l – длинна режущей части, мм
L – общая длинна фрезы, мм
| D (e8)
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 10
| 12
| 14
| 16
| 18
| 20
| 22
| 25
| | l
| 4
| 5
| 7
| 8
| 8
| 10
| 11
| 13
| 16
| 16
| 19
| 19
| 22
| 22
| 26
| | L
| 36
| 37
| 39
| 42
| 52
| 54
| 55
| 63
| 73
| 73
| 79
| 79
| 88
| 88
| 102
|
Таблица 10 – Предельные отклонения валов в посадках с натягом при размерах от 1 до 180мм, мкм (система отверстия)
| Номинальные размеры, мм
| Квалитеты
| | 6
| 7
| 8
| | Поля допусков
| | r6
| s6
| t6
| s7
| u7
| u8
| | От 1 до 3
| +16
+10
| +20
+14
| -
| +24
+14
| +28
+18
| +32
+18
| | Св. 3 до 6
| +23
+15
| +27
+19
| -
| +31
+19
| +35
+23
| +41
+23
| | Св. 6 до 10
| +28
+19
| +32
+23
| -
| +38
+23
| +43
+28
| +50
+28
| | Св. 10 до 14
| +34
+23
| +39
+28
| -
| +46
+28
| +51
+33
| +60
+33
| | Св. 14 до 18
| +34
+23
| +39
+28
| -
| +46
+28
| +51
+33
| +60
+33
| | Св. 18 до 24
| +41
+28
| +48
+35
| -
| +56
+36
| +62
+41
| +74
+41
| | Св. 24 до 30
| +41
+28
| +48
+35
| +54
+41
| +56
+35
| +69
+48
| +81
+48
| | Св. 30 до 40
| + 50
+34
| +59
+43
| +64
+48
| +68
+43
| +85
+60
| +99
+60
| | Св. 40 до 50
| +50
+34
| +59
+43
| +70
+54
| +68
+43
| +95
+70
| +109
+70
| | Св. 50 до 65
| +60
+41
| +72
+53
| +85
+66
| +83
+53
| +117
+87
| +133
+87
|
Таблица 10 (продолжение)
| Номинальные размеры, мм
| Квалитеты
| | 6
| 7
| 8
| | Поля допусков
| | r6
| s6
| t6
| s7
| u7
| u8
| | Св. 65 до 80
| +62
+43
| +78
+59
| +94
+75
| +89
+59
| +132
+102
| +148
+102
| | Св. 80 до 100
| +73
+51
| +93
+71
| +113
+91
| +106
+71
| +159
+124
| +173
+124
| | Св. 100 до 120
| +76
+54
| +101
+79
| +126
+104
| +114
+79
| +179
+144
| +198
+144
| | Св. 120 до 140
| +88
+63
| +117
+92
| +147
+122
| +132
+92
| +210
+170
| +233
+170
| | Св. 140 до 160
| +90
+65
| +125
+100
| +159
+134
| +140
+100
| +230
+190
| +253
+190
| | Св. 160 до 180
| +93
+68
| +133
+108
| +171
+146
| +148
+108
| +250
+210
| +273
+210
|
Таблица 11 – Предельные отклонения основных отверстий при размерах от 1 до 250мм, мкм
| Номинальные размеры отверстия, мм
| Поля допусков
| | H5
| H6
| H7
| H8
| H9
| H10
| H11
| H12
| | От 1 до 3
| +4
0
| +6
0
| +10
0
| +14
0
| +25
0
| +40
0
| +60
0
| +100
0
| | Св. 3 до 6
| +5
0
| +8
0
| +12
0
| +18
0
| +30
0
| +48
0
| +90
0
| +120
0
| | Св. 6 до 10
| +6
0
| +9
0
| +15
0
| +22
0
| +36
0
| +58
0
| +90
0
| +150
0
| | Св. 10 до 18
| +8
0
| +11
0
| +18
0
| +27
0
| +43
0
| +70
0
| +110
0
| +180
0
| | Св. 18 до 30
| +9
0
| +13
0
| +21
0
| +33
0
| +52
0
| +84
0
| +130
0
| +210
0
| | Св. 30 до 50
| +11
0
| +16
0
| +25
0
| +39
0
| +62
0
| +100
0
| +160
0
| +250
0
| | Св. 50 до 80
| +13
0
| +19
0
| +30
0
| +46
0
| +74
0
| +120
0
| +190
0
| +300
0
| | Св. 80 до 120
| +15
0
| +22
0
| +35
0
| +54
0
| +87
0
| +140
0
| +220
0
| +350
0
| | Св. 120 до 180
| +18
0
| +25
0
| +40
0
| +63
0
| +100
0
| +160
0
| +250
0
| +400
0
| | Св. 180 до 250
| +20
0
| +29
0
| +46
0
| +72
0
| +115
0
| +185
0
| +290
0
| +460
0
|
Таблица 12 – Предельные отклонения валов в посадках с зазором и переходных для 6 квалитета точности при размерах от 1 до 180мм, мкм (система отверстий)
| Номинальные размеры отверстия, мм
| Поля допусков
| | f6
| g6
| h6
| js6
| k6
| m6
| n6
| | От 1 до 3
| -6
-12
| -2
-8
| 0
-6
| +3,0
-3,0
| +6
0
| +8
+2
| +10
+4
| | Св. 3 до 6
| -10
-18
| -4
-12
| 0
-8
| +4,0
-4,0
| +9
+1
| +12
+4
| +16
+8
| | Св. 6 до 10
| -13
-22
| -5
-14
| 0
-9
| +4,5
-4,5
| +10
+1
| +15
+6
| +19
+10
| | Св. 10 до 18
| -16
-27
| -6
-17
| 0
-11
| +5,5
-5,5
| +12
+1
| +18
+7
| +23
+12
| | Св. 18 до 30
| -20
-33
| -7
-20
| 0
-13
| +6,5
-6,5
| +15
+2
| +21
+8
| +28
+15
| | Св. 30 до 50
| -25
-41
| -9
-25
| 0
-16
| +8,0
-8,0
| +18
+2
| +25
+9
| +33
+17
| | Св. 50 до 80
| -30
-49
| -10
-29
| 0
-19
| +9,5
-9,5
| +21
+2
| +30
+11
| +39
+20
| | Св. 80 до 120
| -36
-58
| -12
-34
| 0
-22
| +11,0
-11,0
| +25
+3
| +35
+13
| +45
+23
| | Св. 120 до 180
| -43
-68
| -14
-39
| 0
-25
| +12,5
-12,5
| +28
+3
| +40
+15
| +52
+27
|
Таблица 13 – Предельные отклонения отверстий в посадках с зазором и переходных для 7 квалитета точности при размерах от 1 до 180мм, мкм (системы вала)
| Номинальные размеры отверстия, мм
| Поля допусков
| | G7
| H7
| Js7
| K7
| M7
| N7
| | От 1 до 3
| +12
+2
| +10
0
| +5
-5
| 0
-10
| -2
-12
| -4
-14
| | Св. 3 до 6
| +16
+4
| +12
0
| +6
-6
| +3
-9
| 0
-12
| -4
-16
| | Св. 6 до 10
| +20
+5
| +15
0
| +7
-7
| +5
-10
| 0
-15
| -4
-19
| | Св. 10 до 18
| +14
+6
| +18
0
| +9
-9
| +6
-12
| 0
-18
| -5
-23
| | Св. 18 до 30
| +28
+7
| +21
0
| +10
-10
| +6
-15
| 0
-21
| -7
-28
| | Св. 30 до 50
| +34
+9
| +25
0
| +12
-12
| +7
-18
| 0
-25
| -8
-33
| | Св. 50 до 80
| +40
+10
| +30
0
| +15
-15
| +9
-21
| 0
-30
| -9
-39
| | Св. 80 до 120
| +47
+12
| +35
0
| +17
-17
| +10
-25
| 0
-35
| -10
-45
| | Св. 120 до 180
| +54
+14
| +40
0
| +20
-20
| +12
-28
| 0
-40
| -12
-52
|
Курсовая работа по дисциплине
«Технология сельскохозяйственного машиностроения»
Задание № 9
Разработать рабочий чертеж детали и разработать технологический процесс ее изготовления. Деталь – вал редуктора промежуточный. Эскиз вала приведен на рис.1
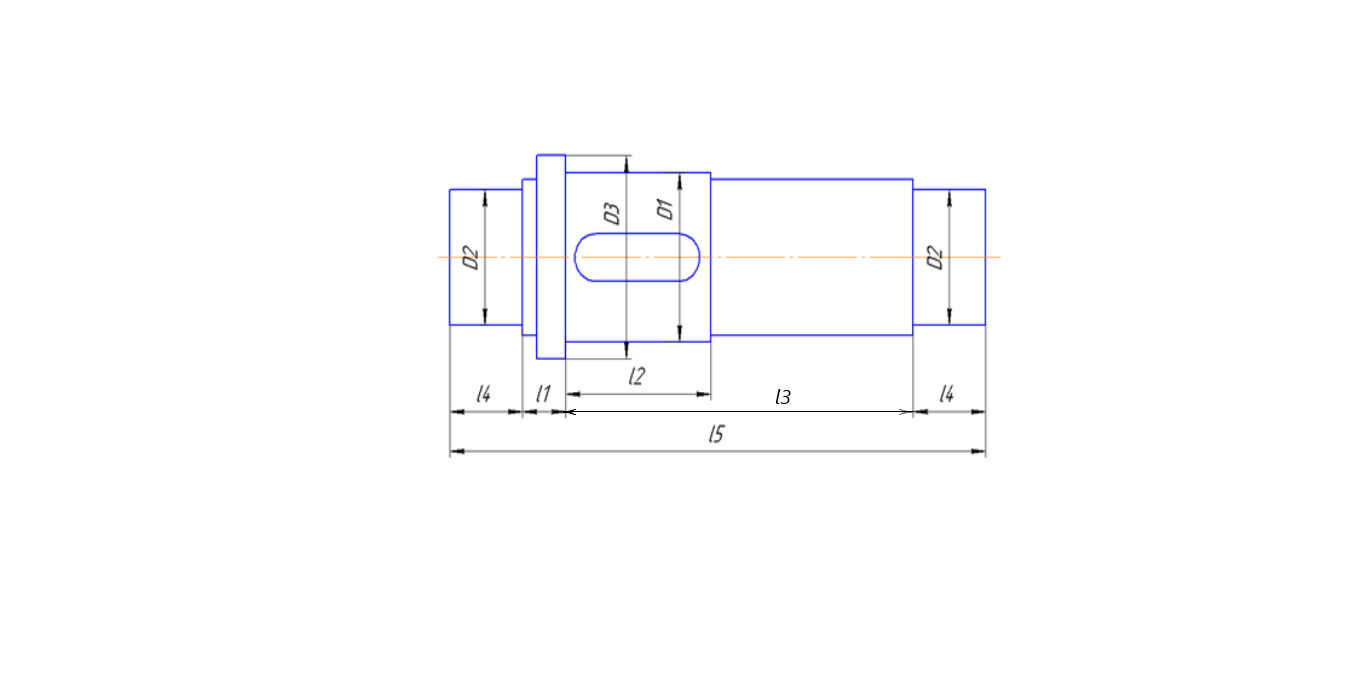
Рисунок 1 – эскиз вала
На диаметр D1 установлена шестерня прямозубая, фиксация шестерни на валу осуществляется за счет шпонки и посадки с натягом. На опоры вала (диаметры D2) с двух сторон установлены подшипники качения, однорядные, шариковые по ГОСТ 8338 – 75. Нагрузки на вал позволяют устанавливать подшипники серии диаметров 3, серии ширин – 0. Вал является промежуточным, поэтому уплотнительные манжеты для подшипников не требуются.
На валу выполнен бурт диаметром D3 до упора в который напрессовывается шестерня.
Размеры вала: D1 = 50мм, D2 = 40мм, D3 = 60мм, l1 = 15мм, l2 = 55мм, l3 = 131мм, l4 = 26мм, l5 = 198мм
Посадка шестерни на вал с умеренным гарантированным натягом. Нагружение подшипников циркуляционное, нагрузочный режим подшипников – легкий.
Материал вала – сталь 50Х. Для этой стали предел текучести равен
σт = 880мПа, временное сопротивление σб = 1060мПа, пластичность δ = 9%. Деталь должна быть подвергнута термообработке – закалке и отпуску. Для этой стали рекомендуется температура нагрева при закалке 830° охлаждение, в масле. Температура отпуска 520°, охлаждение в воде или масле. Твердость поверхности после термообработки 50-52 HRC. Количество деталей, которое нужно изготовить – 2-3 шт, т.е. это единичное производство. Необходимо разработать рабочий чертеж детали и технологический процесс ее изготовления.
|