Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Применение переходных посадок
Переходные посадки предназначены для неподвижных соединений, которые служат для обеспечения хорошего центрирования сопрягаемых поверхностей и должны легко разбираться. Натяг в этих посадках небольшой и не может передавать значительные крутящие моменты, потому применяются дополнительные крепления: шпонки, штифты, винты и т. п. Иногда эти посадки применяются без дополнительных креплений, если сдвигающие силы относительно малы, а длина соединения значительна, т. е. когда относительная неподвижность деталей в соединении не является обязательным условием качественной работы узла. Зазоры, образующиеся в переходных посадках, тоже небольшие, что предотвращает значительное смещение (эксцентриситет) соединяемых деталей. В переходных посадках, как уже отмечалось ранее, можно подсчитать только вероятность натяга, а не его конкретные значения. Чем больше будет вероятность получения натяга, тем более прочным будет соединение. Посадки такого типа назначаются для более точного центрирования деталей, при ударных и вибрационных нагрузках, при необходимости обеспечить взаимную подвижность соединяемых деталей без дополнительного крепления. Переходные посадки установлены в относительно точных квалитетах: валы – в 4-м - 7-м квалитетах, отверстия – в 5-м - 8-м, причем отверстие, как правило, принимается на один квалитет грубее вала. Основной ряд переходных посадок образуется валами 6-го квалитета и отверстиями 7-го квалитета, т. е. в данных квалитетах установлены предпочтительные допуски для этих посадок. В отдельных случаях возможно применение переходных посадок с другими соотношениями допусков отверстия и вала: квалитет отверстия либо равен квалитету вала, либо на два квалитета грубее, чем у вала. Для более точных посадок характерно повышение точности сборки: абсолютные значения предельных зазоров и натягов уменьшаются, что обеспечивает более точное центрирование и снижает сборочное усилие. Вероятность же появления натягов в таких посадках остается такой же, как у одноименных посадок средней точности. Посадки H/js, Js/h характеризуются большей вероятностью получения зазоров, поэтому применяются в таких соединениях, где требуются частые их сборка и разборка. Примеры применения: гильзы в корпусе шпиндельной головки расточных станков, зубчатые колеса шлифовальных станков, шкивы и ручные маховики на концах валов, стаканы подшипников качения в корпусах, подшипниковые щиты в корпусах электрических машин и т. п.
Посадки H/k, K/h - наиболее применяемый тип переходных посадок. Примеры применения: зубчатые колеса на валах редукторов, станков, шкивы, маховики, рычаги, неразъемные эксцентрики на валах, втулки в головках шатуна двигателей внутреннего сгорания, поршневые пальцы с бобышками поршней и т. п. Посадки H/m, M/h обеспечивают преимущественно небольшой натяг. Вероятность появления зазоров имеется, но за счет погрешностей формы деталей появление зазора практически исключено. Примеры применения: зубчатые колеса на валах редукторов, полумуфты и другие детали на концах валов электродвигателей, штифты в отверстиях, кулачки на распределительных валах, втулки в корпусах из легких сплавов и т. п. Посадки H/n, N/h – наиболее прочные из переходных посадок. Применяются в тех соединениях, где разборка производится редко, обычно при капитальном ремонте. Примеры применения: тяжелогруженые зубчатые колеса и муфты на валах редукторов, червячные колеса на валах, венцы червячных колес на чугунных центрах, съемные полумуфты на концах валов больших электромашин, вентиляторы на валах, втулки подшипников скольжения в корпусах, втулки толкателей в блоке цилиндров двигателей внутреннего сгорания и т. п.
Выбор переходных посадок Выбор переходных посадок чаще всего производится по аналогии с известными и хорошо работающими соединениями. Расчеты носят проверочный характер и могут включать в себя расчет вероятности получения зазоров и натягов в соединении, расчет наибольшего зазора по допустимому эксцентриситету соединяемых деталей, расчет прочности тонкостенных деталей и наибольших усилий сборки. В данной задаче производится расчет вероятности получения натягов. При расчете вероятности натягов обычно используется нормальный закон распределения размеров деталей при изготовлении. Распределение зазоров и натягов в этом случае тоже будет подчиняться этому закону, а вероятности их получения определяются с помощью интегральной функции вероятности Ф(z) (прил. 5). Расчет производится в следующем порядке.
1. Для заданной переходной посадки строятся поля допусков и по формулам (2.3) и (2.4) подсчитываются зазоры (натяги). 2. Определяется среднее квадратичное отклонение:
3. Определяется предел интегрирования z и по прил. 5 выбирается значение функции Ф(z):
4. Рассчитывается вероятность натягов (или процент натягов) и вероятность зазоров (или процент зазоров):
Исходные данные для решения задачи 3 выбираются по табл. 3.1 по последней цифре шифра и в зависимости от специальности студента. П р и м е р. Для заданной посадки Æ71Н8/n7 требуется подсчитать вероятность и процент получения натягов. 1. Строятся поля допусков (рис. 3.2) и по формулам (2.3), (2.4) производится подсчет предельных натягов (зазоров).
Nmax = 50 - 0 = 50 мкм; Nmin = 20 - 46 = -26 мкм.
Рис. 3.2
Как видно из расчетов, получился и натяг, и зазор. 2. По формуле (3.3) определяется среднее квадратичное отклонение, а по формуле (3.4) – предел интегрирования:
3. Находится значение нормированной функции Лапласа Ф(z) (см. прил. 5) и по формуле (3.5) так как z > 0, подсчитываются вероятность и процент появления натяга:
Ф(z) = 0,4049 при z = 1,311;
Анализируемая посадка будет давать натяг примерно в 90 % соединений. Таблица 3.1 Исходные данные к задаче 3
Библиографический список 1. А р и с т о в А. И. Метрология, стандартизация и сертификация / А. И. А р и с т о в. М.: Академия, 2008. 384 с. 2. А н у х и н В. И. Допуски и посадки / В. И. А н у х и н. СПб: Питер, 2004. 207 с. 3. Д и м о в Ю. В. Метрология, стандартизация и сертификация / Ю. В. Д и м о в. СПб: Питер, 2004. 432 с. 4. В о л к о в В. М. Метрология, стандартизация и сертификация: Конспект лекций / В. М. В о л к о в / Омский гос. ун-т путей сообщения. Омск, 2009. Ч. 1. 59 с. 5. В о л к о в В. М. Рекомендуемые посадки и поля допусков / В. М. В о л - к о в / / Омский гос. ун-т путей сообщения. Омск, 2012. 19 с. 6. ГОСТ 25346-89. Общие положения, ряды допусков и основных отклонений. М.: Изд-во стандартов, 1990. 29 с. 7. ГОСТ 25347-89. Поля допусков и рекомендуемые посадки. М.: Изд-во стандартов, 1990. 51с. ПРИЛОЖЕНИЕ 1
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-21; просмотров: 1501; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.51.191 (0.015 с.) |
 . (3.3)
. (3.3) . (3.4)
. (3.4) , если z > 0; (3.5)
, если z > 0; (3.5) , если z < 0. (3.6)
, если z < 0. (3.6)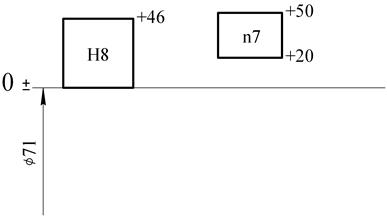
 мкм;
мкм; .
. ;
; %.
%.