Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Опис кінематичної схеми верстату.Содержание книги
Поиск на нашем сайте
Кінематична схема верстата характеризується наявністю окремих кінематичних груп основного і допоміжних рухів. Шпиндельна бабка має свій кінематичний вузол головного руху з окремим приводом від асинхронного двигуна. Шпиндель має 18 різних частот обертання. Зміна частоти обертання головного руху здійснюється за рахунок переключення блоків шестерень в кінематичній групі. Кінематичні ланцюги подач осей X, У, Z мають індивідуальні механізми подач від електродвигунів постійного струму. Кінематичний ланцюг установочного переміщення консолі має привід від асинхронного електродвигуна. В якості датчиків зворотного зв'язку у верстаті використовуються резольвери, вбудовані в електродвигуни подач. Передаваєме відношення від валу електродвигуна до резольверу 1:2,5.
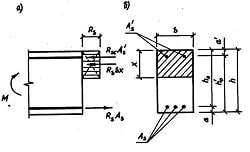
Рис.18.1 Кінематична схема автооператора (а) і магазина інструментів (б) Кінематична схема автооператора і магазина інструментів приведена на Рис.18.1. Двозахватна каретка автооператора переміщується за допомогою гідромотора 1М і шестерні 6 по криволінійній рейці 7, яка жорстко пов'язана з нижньою направляючою, закріпленою на плиті механізму автоматичної зміни інструменту. Каретка одним зі своїх захватів 1 (приводиться в рух гідроциліндром 3 та зубчато - рейковою передачою 4 і 5) бере інструмент з магазину, а потім, переміщаючись по направляючих кочення, доставляє його до шпинделя верстата. Другим вільним захватом інструмент який відпрацював забирається з шпинделя, після чого туди ставиться новий інструмент; потім каретка повертається до магазину, щоб поставити в нього інструмент який відпрацював і взяти наступний. Привід переміщення захватів автооператора по направляючих кочення здійснюється спеціальним кривошипно-кулісним механізмом 2. Привід обертання магазину інструментів (Рис.18.1, б) проводиться від гідромотора 2М. Обертання від гідромотора (через зубчасті колеса 9, 10 і 11, 12) передається корпусу 8, в гніздах якого встановлені оправлення з інструментом. Методика наладки верстату.
Після ознайомлення з органами управління можна робити наладку верстата. На верстаті можливі наступні режими роботи: - режим налагоджувальних робіт (режим ручного управління); - режим автоматичний. У налагоджувальному режимі управління верстатом (включення шпинделя, вибір частоти обертання його, управління повздовжнім, поперечним і вертикальним переміщенням виконавчих органів верстата) можливо як від пристрою ЧПУ, так і від дублюючих тумблерів на пульті управління. У налагоджувальному режимі можливе настановне переміщення консолі. Управління верстатом в автоматичному режимі здійснюється за програмою, записаною на перфострічці, введеной в пам'ять пристрою. УВАГА! Перед початком роботи верстата в програмному режимі і режимі переднабору вузли верстата по координатах X, У, Z виставити в нульові положення в режимі "вихід в нуль". Перед початком обробки деталей на верстаті необхідно здійснити холостий прогін верстата впродовж 20 хвилин. Цей прогін слід виконати з багатократними переміщеннями координат в напрямі "плюс" і "мінус", а також з включенням деяких технічних команд ("Пуск", "Стоп шпинделя" та ін.). Для здійснення прогону використовувати кадровий режим ручного управління, так і режими від перфострічки. У останньому випадку рекомендується виконати тест-програму, що управляє, визначаючи величину холостих переміщень залежно від конфігурації пристосування, встановленого на верстаті, від форми і розмірів деталі. У цій тест-програмі передбачили багатократну автоматичну зміну інструменту.
У перший період верстат включити на самі найменші обороти і поступово підвищувати їх до максимальних. При пуску верстата необхідно стежити за роботою мастильної системи і ретельно спостерігати за нагрівом шпиндельних підшипників. При установці столу і санчат в нульове пожение вісь шпинделя співпадає з віссю каліброваного отвору. Ця точка береться за початок відліку при роботі з програмою.
|
||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 231; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.009 с.) |