Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Назначение и выбор заднего углаСодержание книги
Поиск на нашем сайте
Задний угол a предназначен для снижения трения на задней поверхности инструмента. Он оказывает влияние на прочность режущего клина, период стойкости инструмента, качество обработанной поверхности. С увеличением заднего угла уменьшаются силы резания, высота микронеровностей, повышается период стойкости инструмента, но снижается прочность режущего клина из-за уменьшения угла заострения С точки зрения процесса резания нужно создавать как можно большие задние углы, но с другой стороны это снижает прочность режущего клина инструмента. При чистовой (окончательной) обработке необходимо выбирать большие задние углы, чем при черновой (предварительной). При черновой обработке и снятии большого слоя материала важна прочность режущего клина и, следовательно, задние углы должны быть меньше.
Выбор угла наклона главной режущей кромки
Угол наклона главной режущей кромки (
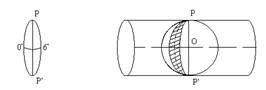
Рис.18 Угол наклона главной режущей кромки: положительный(а), равный нулю(б) и отрицательный(в)
Угол l может быть положительным, отрицательным, равным нулю (рис.18). Угол λ является отрицательным, когда вершина резца является наивысшей точкой режущей кромки, положительным – наинизшей точкой. Если угол l=0 стружка будет сходить в сторону уже обработанной поверхности, так как скорость резания (а, следовательно, и скорость стружки) в т. В > скорости резания в т. А (рис.19,а). Такое направление схода стружки будет ухудшать шероховатость обработанной поверхности. Если угол l будет положительным, стружка тем более будет сходить в сторону уже обрабатываемой поверхности, так как в эту сторону направлен вектор скорости Vр (рис.19, б).
Рис.19 Влияние угла наклона главной режущей кромки на направление схода стружки(вид по стрелке «В» увеличен)
В случае отрицательного угла l, стружка будет сходить в направлении вектора скорости VР в сторону обрабатываемой поверхности (рис.19,в). Следовательно, при чистовой обработке l должен быть отрицательным, при черновой – положительным или равным нулю. С точки зрения прочности режущего клина инструмента необходимо выбирать углы l положительные или равные нулю. Это связано с тем, что при отрицательном угле l наибольшая нагрузка приходится на вершину резца, которая является наименее прочным местом режущей части. При положительном угле l или равном нулю нагрузка приходится не на вершину резца, а на удаленное от нее место режущей кромки, которое более прочно, чем вершина.
Выбор главного и вспомогательного углов в плане
Эти углы оказывают влияние на шероховатость обработанной поверхности и на износ инструмента. Уменьшение углов j и j1 приводит к снижению шероховатости обработанной поверхности и повышению периода стойкости инструмента, но в то же время - к увеличению силы отжимающей резец от заготовки (сила Ру), что может привести к возникновению вибраций. Поэтому главный угол в плане должен выбираться исходя из жесткости заготовки. При чистовой обработке жестких заготовок угол φ необходимо брать меньше, чтобы обеспечить более высокую работоспособность инструмента и меньшую высоту микронеровностей обработанной поверхности, при обработке нежестких заготовок необходимо учитывать вероятность возникновения вибраций (для уменьшения составляющей силы резания Ру следует увеличивать главный угол в плане). Вспомогательный угол в плане для резцов обычно берется в пределах 10-30о.
Выбор радиуса при вершине резца
Влияние радиуса при вершине на процесс резания аналогично влиянию главного угла в плане j. Увеличение радиуса влечет за собой увеличение силы резания, отжимающей резец от заготовки, что может привести к возникновению вибраций; увеличение радиуса – уменьшает высоту микронеровностей обработанной поверхности.
Форма передней поверхности
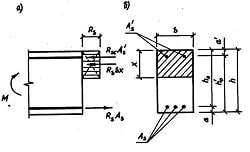
Передняя поверхность оформляется в двух вариантах – плоской и криволинейной (рис.20). 1) Плоская форма передней поверхности применяется для обработки твердых и хрупких материалов (чугун, бронза и др.).
Рис.20 Форма передней поверхности резцов
2) Криволинейная - для обработки вязких и мягких материалов (сталь и др.). Выкружка (канавка) радиусом R предназначена для завивания стружки. Для упрочнения режущего клина на передней поверхности инструмента делается фаска
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1130; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.11 (0.009 с.) |

 . Задний угол
. Задний угол  выбирается из тех же предпосылок, что и передний угол.
выбирается из тех же предпосылок, что и передний угол. ) оказывает влияние на шероховатость обработанной поверхности, т.к. определяет направление схода стружки, и прочность режущего клина инструмента.
) оказывает влияние на шероховатость обработанной поверхности, т.к. определяет направление схода стружки, и прочность режущего клина инструмента.



 . Для твердосплавного инструмента фаска располагается под отрицательным углом
. Для твердосплавного инструмента фаска располагается под отрицательным углом  (
( ), для быстрорежущего – под положительным или равным нулю.
), для быстрорежущего – под положительным или равным нулю.