Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Безопочная автоматическая формовкаСодержание книги
Поиск на нашем сайте
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис.6).
Рис.6. Изготовление безопочных литейных форм
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6. После затвердевания и охлаждения отливок, формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси.
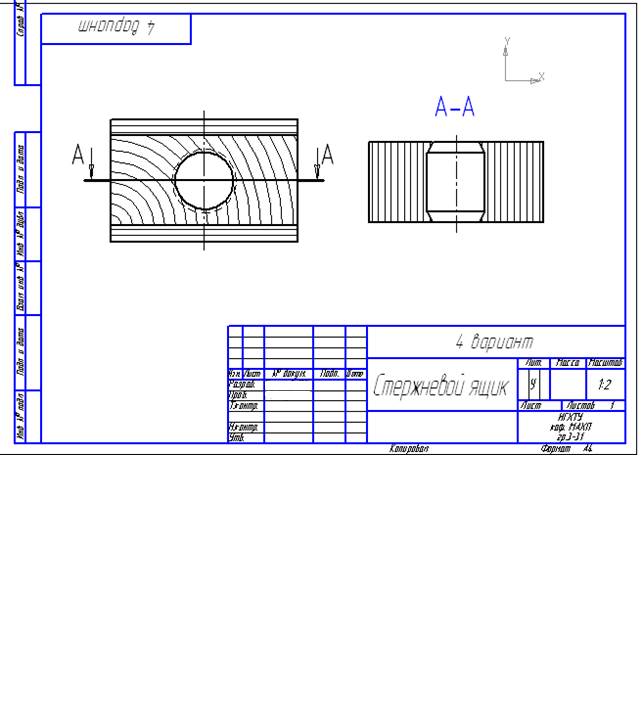
Изготовление стержней
Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей. Изготовление стержней включает операции: формовка сырого стержня, сушка, окраска сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают. Ручная формовка осуществляется в стержневых ящиках. В готовых стержнях выполняют вентиляционные каналы. Для придания стержням необходимой прочности используются арматурные каркасы из стальной проволоки или литого чугуна. Готовые стержни подвергаются сушке при температуре 200…230 0С, для увеличения газопроницаемости и прочности. Во время сушки из стержня удаляется влага, частично или полностью выгорают органические примеси Часто стержни изготавливают на пескодувных машинах. При использовании смесей с синтетическими смолами, стержни изготавливают в нагреваемой оснастке. Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом.
Практическая часть 4 вариант Разработка технологического чертежа отливки и формы в сборе Задание: По варианту чертежа детали разработать чертеж отливки с модельно литейными указаниями. Для этого нужно: а) выбрать плоскость разъёма модели и формы с указанием положения отливки в форме В (верх) и Н (низ); б) выполнить эскиз отливки с обозначением размеров припусков, уклонов, усадки металла и стержней; в) выполнить эскиз модели с указанием габаритных размеров; г) начертить эскиз стержневого ящика без указания размеров; д) привести эскизы, показывающие изготовление нижней и верхней полуформ; ж) привести эскиз собранной литейной формы в разрезе с указанием её элементов; е) дать краткое описание последовательных операций по изготовлению питейной формы и отливки. Изготовление литейной формы Ручную формовку в опоках по разъёмной модели для изготовления отливки в разовой песчано-глинистой форме осуществляют в следующей последовательности:
Изготовление нижней полуформы.
Нижнюю половину модели, не имеющую центрирующих шипов, ставят плоскостью разъёма на подмодельную плиту и устанавливают опоку. Поверхность модели и подмодельной плиты посыпают разделительным составом для уменьшения прилипания смеси к оснастке (сухой кварцевый песок, порошок талька или графита). На модель наносят слой облицовочной смеси толщиной 20 — 30 мм, уплотняют её руками вокруг всей модели. Затем заполняют остальной объём опоки наполнительной смесью и уплотняют её трамбовкой, сначала у стенок опоки, а затем в средней части. Излишек смеси срезают доской. В формовочной смеси на расстоянии 40 - 50 мм друг от друга и на 10 - 15 мм от модели душником накалывают отверстия для выхода газов. Заформованную опоку переворачивают на 180°.
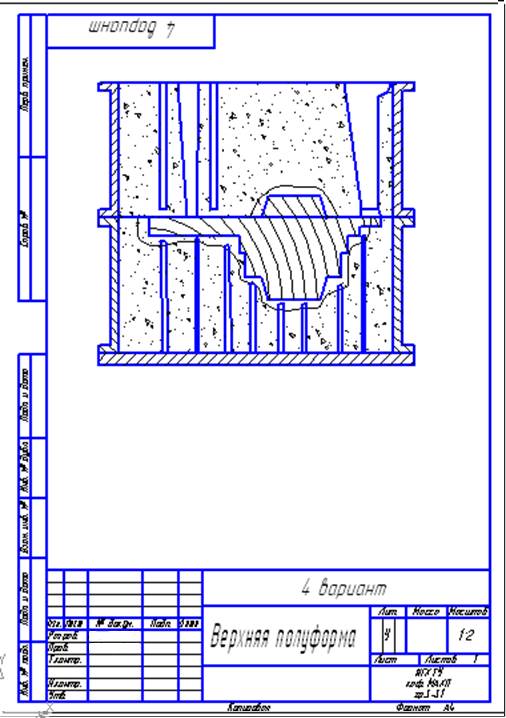
Изготовление верхней полуформы.
Заформованную опоку переворачивают на 180°. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели, модели шлакоуловителя, стояка и выпоров. Поверхность разъёма формы посыпают тонким слоем разделительной смеси, для того чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку устанавливают по центрирующим штырям на нижнюю. Наполняют её формовочными смесями так же, как и нижнюю. После уплотнения смеси вокруг стояка гладилкой прорезают литниковую чашу.
Извлечение моделей.
Модели стояка и выпаров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают и поворачивают на 1800 разъемом вверх. Из полуформ после лёгкого простукивания и раскачивания удаляют половины моделей и модель шлакоуловителя.Устраняют возможные дефекты формы, возникшие при извлечении моделей, обдувают обе полуформы сухим сжатым воздухом для удаления возможного засора поверхность полуформ припыливают молотым древесным углём или графитом.
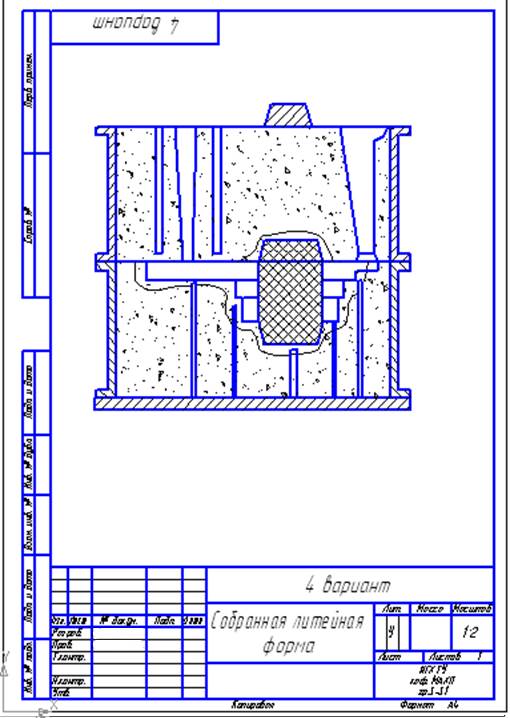
Сборка литейной формы.
В нижнюю полуформу устанавливают стержень и накрывают ее верхней полуформой. Полуформы фиксируют штырями или скобами и на верхнююполуформу устанавливают груз для предотвращения ухода жидкого металла через разъём формы во время заливки. Производится заливка металла в форму до тех пор пока он, поднимаясь снизу не заполнит до верха выпоры. Так как данная отливка имеет вертикальное расположение стержня, знаковые части выполняются коническими.
Часть II
|
||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 590; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.39 (0.008 с.) |