Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Автоматизация сварочных работ при постройке корпуса судна.
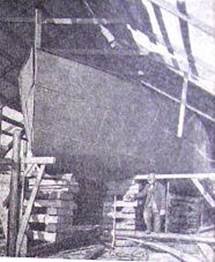
Впервые в мировой практике судостроения в 1889 г. дуговая электросварка была применена Н.Г.Славяновым при постройке на Пермских заводах парохода «Ре дед я князь Косогский». В 1896 г. сварку применяли на заводе «Общества пароходства и торговли» в Севастополе и в Кронштадтских мастерских. При ремонте поврежденных судов русской эскадры в Порт-Артуре в 1904 г. поврежденные участки корпуса отрезали угольной дугой и нагревали металл этим же способом для правки. Газовую сварку применяли в 1912-1917 гг. на Кронштадтском морском заводе, в частности, для ремонта кронштейнов гребных валов миноносцев. В промышленных масштабах стал применять сварку в судоремонте, а затем и в судостроении В.П.Вологдин на дальневосточном заводе во Владивостоке. Сварочный цех для работ по судоремонту на Дальзаводе открыт 1 июля 1921 г. на базе электросварочной мастерской, организованной В.П.Вологдиным на территории заводи в 1920 г. от Дальневосточного государственного университета. В числе первых работ, выполненных В.П.Вологдиным и его сотрудниками, постановка заплаты размером 500X500 мм на корпус заводского катера; заварка трещины в корпусе отопительного котла системы Шухова; заварка трещин в ахтерштевне парохода «Взрыватель» (1922 г.). Одновременно с морским судостроением расширялись масштабы применения сварки в речном судостроении. Организованные на заводах «Красное Сормово» (Горький) и «Ленинская кузница» (Киев) сварочные бюро, а на судостроительных речных верфях на Волге (ст.Навашино, п.Сарепта) сварочные группы активно работали над заменой процесса клепки сваркой. Этому благоприятствовали как возросшая программа строительства судов, так и более легкие условия эксплуатации речных судов по сравнению с морскими. На всех этих заводах на сварное изготовление переводили в первую очередь менее ответственные элементы корпуса и соединения. Лишь после накопления опыта и подготовки сварщиков необходимой квалификации на сварку переводили более сложные и ответственные элементы корпусных конструкций. К концу 1930 г. на всех верфях речного судостроения было только 20 электросварочных аппаратов. К концу 1931 г. их стало 110, а в 1932 г. 280 шт. В 1931 г. в Киеве был построен первый цельносварной 150-сильный буксирный пароход (рис. 2.3.1). а в 1932 г. было сварено уже четыре таких судна. К 1933 г. «Речсудпроектом» уже были разработаны проекты сварных речных барж грузоподъемностью 100, 500, 6000 и 8000 т, наливной баржи 4000 т, а также ряда буксиров.
К началу 30-х годов на заводах морского и речного судостроения была создана база, необходимая для производства сварочных работ, подготовлены квалифицированные сварщики, что позволило приступить к строительству цельносварных корпусов судов. Первенец отечественного сварного судостроения— сварной морской катер был построен на Дальневосточном заводе (г. Владивосток) весной 1930 г. и сдан в начале 1931 г. В конструкции катера имелся ряд особенностей, вызванных переходом с клепки на сварку и отражавших отсутствие опыта постройки сварных судов. В результате перехода на сварку масса корпуса была снижена на 19,6%, а трудоемкость изготовления корпуса - на 31,4%.
Рисунок 2.3.1 - Первый цельносварной 150-сильный речной буксирный пароход в процессе изготовления.
Используя опыт постройки первого катера, под руководством В. П. Вологдина в 1931 г. был спроектирован п построен подобный морской катер, но с гранеными шпангоутами. При такой форме корпуса значительно упрощаются заготовительные работы по обшивке, так как каждый лист представляет собой элемент конической поверхности малой кривизны, развертываемой на плоскость. В 1932 г. на заводе была заложена серия из 10 сварных катеров и начата постройка двух целиком сварных 500-тонных речных барж. В конструкции катеров и барж постройки Дальневосточного завода было применено много новшеств и упрощений, обеспечивающих технологичность и использующих преимущества сварки по сравнению с клепкой. В июле 1932 г. правление Союзверфи приняло решение о разработке проекта и технологических процессов постройки цельносварного морского траулера. К этому времени в Судопроекте уже заканчивалась разработка чертежей сварных конструкций корпуса морских лесовозов, причем проектировались сварными не только второстепенные, но и ответственные части судового корпуса, включая второе дно, верхнюю палубу и даже наружную обшивку. В технических планах ряда заводов на 1932 г. была предусмотрена постройка сварных судов, например, в Николаеве - шесть сухогрузных барж и сварного буксира, на Севастопольском заводе - баржи и т. д.
В связи с необходимостью пополнения речного флота новыми судами была начата постройка судов в новых бассейнах. По инициативе известного специалиста корабельного инженера Д.А.Мушепко в 1930 г. при Наркомводе создана специальная организация по проектированию и постройке цельносварных речных судов «Электроверфь». Ее центр находился под Ленинградом (Усть-Ижорская верфь на ст. Понтонная), а отделения открылись в Омске, Благовещенске, Красноярске, Ростове-на- Дону и в других местах. Первой продукцией «Электроверфи» были верповальные катера (строились на ст. Понтонной), речные наливные баржи (Ростов-на-Дону - 1930 г.), речные баржи - понтоны длиной 36,5 м для перевозки хлопка (Чардясуй -1931 г.). В конце 1930 г. состоялась Первая Всесоюзная научно-техническая конференция по судостроению, которая наметила обширную программу исследовательских и экспериментальных работ по сварке, в том числе постройку четырех опытных сварных судов. Не смотря на достигнутые успехи, сварка в морском судостроении оставалась еще весьма новым и неизученным процессом. В технической литературе того времени продолжались дискуссии о возможности и целесообразности перехода на постройку полностью сварных морских судов. Но сварка как прогрессивный технологический процесс, прокладывая путь к широкому промышленному применению, выдвигала много сложных научно-технических проблем.
Рисунок 2.3.2 - Атомный ледокол ленин
Рисунок 2.3.3 - Трехдуговая сварочная головка
Применение сварки в судостроении Советского Союза регламентировалось в этот период «Правилами применения электросварки в судостроении», утвержденными в 1930 г. Это был первый отечественный нормативный документ по применению сварки в корпусных конструкциях. Техническую политику в области сварки в судостроении в тот период осуществлял организованный в 1929 г. отдел сварки в Научно-исследовательском институте судостроения и судовых стандартов (НИСС). Почти одновременно в Центральном бюро по проектированию морских судов (с 1928 г. названном «Судо- проект») была создана группа сварного судостроения, которая разработала первые проекты отечественных целиком сварных судов. В частности, был разработан проект сварного речного буксира мощностью 150 л. с. На основании опыта постройки первых целиком сварных или полусварных судов Регистром СССР в 1933 г. выпущены «Временные правила Регистра СССР. Применение электродуговой сварки в судостроении». Эти «Правила…» устранили ряд ограничений конструктивного характера, в частности, на применение в некоторых ответственных узлах соединений внахлестку или встык с накладками. Однако главной проблемой, которая еще не была достаточно изучена, были механические свойства металла шва и качество углеродистой стали. Все сварные соединения в то время выполняли преимущественно ручной дуговой сваркой электродами с тонким (меловым) покрытием. Металл шва хотя и обладал достаточной прочностью, близкой к прочности основного металла, но вследствие значительного окисления и насыщения азотом имел крайне низкие пластические свойства. Из-за малой пластичности металла шва сдерживалось применение сварки для наружной обшивки корпуса судна. Вызывала серьезные сомнения работоспособность швов, испытывающих при эксплуатации продольную растягивающую нагрузку. Из-за этого в первых сварных судах не применялись сварные соединения встык по пазам: на ряде судов пазы обшивки оставались клепаными, а стыки - сварными. Весь набор к обшивке приваривали. С появлением толсто покрытых электродов, дающих металл шва высокой пластичности, указанные опасения были устранены и сваривать стали все ответственные части корпуса, в том числе наружную обшивку. Отмеченные выше опасения относительно работы продольно нагруженных швов для речного судостроения не имели такой остроты, как для морского судостроения. Поэтому уже в мае 1932 г.Наркомтяжпром, объединявший в то время заводы речного судостроения, издал распоряжение о разработке плана полного перевода с 1934 г. речного судостроения на сварку и прекращении выпуска клепаных судов.
Внедрению новой прогрессивной сварочной технологии постоянно уделяла внимание инженерно-техническая общественность. Научно-техническое общество сварщиков провело в январе 1936 г. в Ленинграде всесоюзную конференцию «Сварка в судостроении». На конференции в докладе В.П.Вологдина отмечалось, что число электросварочных постов в судостроении составляло на конец 1935 г. около 1500, из них 60% - на заводах крупного судостроения. В 1935 г. на многих заводах сварщики-стахановцы значительно повысили производительность труда. Так, на Ленинградском заводе средняя выработка сварщиков по сравнению с началом 1935 г. увеличилась в октябре на 34%, в ноябре - на 55%, и в декабре - на 100%. В то же время па Ленинградском заводе была применена автоматическая сварка открытой дугой автоматом АМ-2 при изготовлении трубчатых конструкций и плоскостных секций. Однако эта попытка оказалась неудачной из-за низкой производительности автомата по причине значительных затрат времени на его наладку и установку. Ко времени принятия второго пятилетнего плана развития народного хозяйства СССР сварку уже широко применяли в судостроении. Полностью перейти на сварку при изготовлении корпусов морских крупных судов было невозможно главным образом из-за отсутствия надежных, хорошо свариваемых сталей и недостаточной стойкости металла шва против хрупких разрушений. В то время считалось, что сварные суда можно успешно эксплуатировать, если на заводе-изготовителе обеспечен надлежащий технический уровень и культура постановки сварочного дела. Эти положения были отражены в «Технических условиях применения сварки», выпущенных в 1938 г. Регистром СССР [13]. Согласно этим правилам при постройке судов можно было применять как ручную, так и автоматическую дуговую сварку. При этом было предусмотрено, что при применении обычных углеродистых сталей для корпуса содержание углерода в них не должно превышать 0,27% при содержании марганца до 0,7%. Выполнение этого требования обеспечивало по сравнению с ранее действовавшими правилами большую надежность сварных соединений.
Возможность и целесообразность постройки целиком сварных морских судов любых размеров была подтверждена опытом успешной эксплуатации гидрографических судов типа «Седов* длиной 81 м и ледокольных судов типа «Севморпуть» длиной 104 м. Эти суда, спроектированные в 1932 г. Судопроектом в Ленинграде и построенные в 1934 -1936 гг., имели сварную конструкцию корпуса, за исключением пазов наружной обшивки и двойного дна. Сварку производили меловыми электродами. Благодаря переходу на сварку масса этих судов по сравнению с клепаным прототипом была снижена на 116 т. Прочность судов была подтверждена успешным переходом «Океана» п «Охотска» Северным морским путем на Дальний Восток. В 1937 г. «Мурман» в условиях тяжелого ледового плавания доставил с дрейфующей льдины участников экспедиции И.Д.Папанина. Более быстрыми темпами развивалось применение сварочной технологии в речном судостроении. План перехода от постройки клепаных судов к цельносварным, намеченный в середине 30-х годов, был успешно осуществлен. Это открыло большие возможности для дальнейших крупных технических усовершенствований в речном судостроении. Переход к сварке создал благоприятные условия для строительства корпусов судов секционным методом. Этот метод выгодно отличается тем, что основные сборочные и сварочные работы можно выполнять не па открытой площадке, а в закрытых цехах, оснащенных более совершенными техническими средствами. При этом почти все сборочные, сварочные и другие виды работ можно, выполнять в наиболее удобном нижнем положении. Широкое распространение секционного метода постройки судов в речном судостроении, начавшееся в середине 30-х годов, ограничивалось тем, что существовавшие в то * время на заводах и верфях здания производственных цехов не соответствовали требованиям изготовления в них крупных секций корпуса. Строительство новых цехов и реконструкция существовавших отставали от темпов развития новой технологии. Внедрение секционного метода постройки речных судов представляло в 30-е годы сложную техническую задачу, так как необходимо было решать многочисленные конструктивные и технологические задачи. Так, весьма сложно решалась задача определения оптимальных способов членения корпуса судна на секции или, как тогда говорили, «разбивки корпуса на секции» и последовательности сборки и сварки из них корпуса. Не менее важное значение имела в те годы разработка технологии производства работ, обеспечивающей получение секций с достаточно точной формой и размерами. Уже на первых этапах использования секционного метода постройки корпуса судов была установлена необходимость учета сварочных деформаций и погрешностей, обусловливаемых недостаточно точным исполнением заготовок и сборки из них элементов корпуса. В связи с этим при изготовлении секций стали учитывать при назначении размеров заготовок для балок и листов обшивки поперечную и продольную усадку, вызываемую сваркой.
Труднее всего для речного судостроения оказалось изыскание способов борьбы с короблением тонких листов наружной обшивки, палубного настила, обшивки продольных и. поперечных переборок, а также частей надстройки корпуса. В те годы местные деформации выпучивания обшивки устраняли преимущественно путем нагрева таких мест пламенем газовых горелок. Изредка с той же целью наплавляли холостые валики. При постройке первых сварных судов сохранились многие традиции клепаного судостроения. Сохранилось, в частности, и расположение стыков листов вразброс для смежных поясков. Однако такое конструктивное исполнение монтажных поперечных стыков корпуса оказалось трудно осуществимым в производственных условиях. От таких монтажных стыков отказались, но расположение стыков листов вразброс в пределах каждой секции сохранялось долгое время. При переходе к постройке сварных корпусов из секций много внимания было уделено отысканию рациональной последовательности сборки и сварки секций. При весьма тонкой обшивке предпочитали осуществлять полную сборку секции, т. е. собирать листы на прихватках, и сразу же устанавливать и прихватывать продольные и поперечные ребра. После этого сваривали соединения между ребрами. Затем приваривали ребра к листам и в последнюю очередь сваривали поперечные и продольные стыки между листами. Такая последовательность работ позволяла существенно уменьшить местные деформации выпучивания листов, так как ребра, препятствуя свободной их усадке при сварке стыковых соединений, создавали натяжение обшивки. Одновременно с этим широко использовали прижатие листов к сборочной плите и приварку свободных кромок секции к плите прихватками и гребенками. У секции с более толстой обшивкой (6>4 мм) после полной сборки листов между собой в первую очередь сваривали стыки листов каждого пояса, затем соединяли между собой продольными швами пояса. В последнюю очередь приваривали к листам поперечные и продольные ребра. Сварка производилась с прижатием листов грузами; избирали, как правило, последовательность выполнения швов от середины секции к ее краям. Изготовление секции завершалось подваркой швов поперечных и продольных стыков обшивки. Для облегчения сборки монтажных стыков между секциями продольные швы обшивки не приваривали до края полотнища на 250 - 300 мм. Применение секционного метода постройки судов позволило успешно использовать новый для того времени технологический процесс - автоматическую дуговую сварку. К 1937 г. в Институте электросварки АН УССР были разработаны два способа автоматической сварки: с применением проволоки со стабилизирующим тонким покрытием и проволоки крестового сечения с толстым покрытием. В это же время в Институте электросварки создан первый в СССР сварочный самоходный аппарат-трактор для автоматической сварки в судостроении. Возможность применения таких аппаратов в судостроении еще не была доказана. Повышение технического уровня сварочной техники и применение новых механизированных процессов потребовали создания ряда нормативных документов и правил, которые были разработаны Научно-исследовательским институтом судостроения (в 60-е годы переименованный в ЦНИИ им. Крылова). В 1939 - 1940 гг. здесь был разработан комплекс проектов стандартов по сварке, в том числе по электродам, сварным соединениям и форме подготовки кромок под сварку, контролю качества сварки, обозначениям сварки на чертежах, испытаниям на свариваемость и др. Часть этих проектов предназначалась для замены действовавших до этих стандартов по сварке, изданных Наркомводом. Одновременно для решения принципиальных технических вопросов по применению сварки в судостроении при Главном управлении судостроительной промышленности в 1940 г. создана постоянная комиссия по сварке под председательством В. П. Вологдина, возглавлявшем в то время кафедру сварки в Ленинградском кораблестроительном институте. Однако переход па сварку в судостроении, ввод в строй ряда новых судостроительных предприятий и общее развитие судостроения требовало проведения большой организационно-технической и исследовательской работы. Она была поручена созданному в 1939 г. тресту «Оргсудпром», который в 1947 г. был преобразован в Центральный научно- исследовательский институт технологии судостроения (ЦНИИ ТС). В тресте была организована сварочная лаборатория. Впоследствии ЦНИИ ТС стал крупным научным центром по вопросам технологии постройки современных сварных судов. Героически трудились советские судостроители в годы Великой Отечественной войны. На ленинградских судостроительных заводах в условиях блокады и голода был организован серийный выпуск самоходных мелкосидящих судов, так называемых тендеров и плашкоутов, для плавания на Ладожском озере, а также сварных барж грузоподъемностью 1000 т для снабжения блокированного Ленинграда. На ряде судостроительных заводов в войну была организована поточно-позиционная постройка бронекатеров, мониторов, больших охотников за подводными лодками, а также рейдовых тральщиков. Все эти суда были исключительно сварными. В течение 1943 - 1944 гг. произошли известные аварии корпусов сварных судов «Либерти» и Т-2, построенных в США. Аварии имели место и на судах, переданных США по лендлизу Советскому Союзу («Валерий Чкалов», «Донбасс» и др.). Исследованиями в СССР, США, Англии установлено, что одной из основных причин хрупких разрушений сварных судов было неудовлетворительное качество применявшейся для их постройки углеродистой стали, склонной к хрупким разрушениям. В СССР были проведены комплексные исследования по вопросам прочности сварных корпусов морских судов. Эти исследования продолжены и в послевоенное время. В результате их в 1946 г. разработаны уточненные требования к низкоуглеродистой и низколегированной сталям для корпусов судов. В 1947 г. разработан проект правил конструирования сварных корпусов судов [3].
|
|||||||||
|
|
Последнее изменение этой страницы: 2020-11-11; просмотров: 344; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.21.173 (0.019 с.) |