Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор технологического оборудования, способа закрепления детали на станкеСтр 1 из 6Следующая ⇒
Вариант 1 (номер заданного варианта) Иванов И.И. Выполнил студент_________________________________________________________ (Ф.И.О студента) группы _______________________ ВТМЗ-365 ______________________________ (номер группы) тел. …………………………… Проверил _____________________ Даниленко М.В. _____________________________ (Ф.И.О преподавателя) Волжский 2019 Задание №1:
Рассчитать режим резания при точении полным (аналитическим) методом для заданных условий обработки: Размеры детали: наружный диаметр D, мм - 120; внутренний диаметр d, мм - -; длина L, мм - 1200; Материал детали: Сталь 40 Г; Тип заготовки - поковка I группы точности, изготовляемая ковкой на прессе.
Задание №2:
Подробный ответ на вопросы:
1. Физические основы формообразования поверхности. 2. Силы резания при процессах формирования поверхностей. Равнодействующая сила резания и ее составляющие. 3. Виды износа инструмента его характеристики. Задание №1 Содержание работы
Задание. Введение. 1. Выбор заготовки. 1.1. Анализ материала заготовки. 1.2. Расчет размеров заготовки. 2. Выбор технологического оборудования, способа закрепления детали на станке. 3. Выбор режущего инструмента. 4. Расчет режимов резания при одноинструментальной обработке. 4.1. Выбор глубины резания. 4.2. Расчет наибольшей допускаемой силы резания. 4.2.1. Расчет силы резания допускаемой прочностью заготовки. 4.2.2. Расчет силы резания допускаемой жесткостью заготовки. 4.2.3. Расчет силы резания допускаемой прочностью механизма подачи станка. 4.2.4. Расчет силы резания допускаемой прочностью державки резца. 4.2.5. Расчет силы резания допускаемой прочностью режущей пластины резца. 4.2.6. Расчет силы резания допускаемой нагрузкой на центр задней бабки. 4.3. Определение допускаемой подачи. 4.4. Определение скорости резания. 4.4.1. Определение скорости резания допускаемой мощностью станка. 4.4.2. Определение скорости резания допускаемой стойкостью резца. 5. Уточнение количества рабочих ходов. 6. Определение частоты вращения шпинделя станка. 7. Определение времени обработки. 8. Расчет резца 8.1. Определение тангенциальной составляющей силы резания. 8.2 Определение сечения державки резца. 8.3. Проверка державки резца на прочность и жесткость.
8.3.1 Определение максимальной нагрузки допускаемой прочностью резца. 8.3.2 Определение максимальной нагрузки допускаемой жесткостью резца. 8.3.3 Проверка условия Приложение 1. Чертеж заготовки. Приложение 2. Чертеж резца. Выбор заготовки
Анализ материала заготовки
Характеристика материала сталь 40Г
Химический состав в % материала сталь 40Г
Механические свойства при Т=20oС материала сталь 40Г
Технологические свойства материала сталь 40Г
Расчет размеров заготовки Основные припуски и предельные отклонения для гладких поковок круглого сечения, изготовляемых ковкой на прессе определяются по [4, стр. 131, табл. 5.2]. Длина заготовки определяется по формуле:
где L – длина детали, мм; d - припуск, мм [4, стр. 131, табл. 5.2]; D - предельные отклонения, мм [4, стр. 131, табл. 5.2].
Диаметр заготовки определяется по формуле:
где D – диаметр детали, мм; d - припуск, мм [4, стр. 131, табл. 5.2]; D - предельные отклонения, мм [4, стр. 131, табл. 5.2].
Чертеж заготовки см. приложение 1.
Выбор режущего инструмента
Инструмент – резец токарный проходной с механическим креплением многогранной твердосплавной пластины. Пластина трехгранная, крепление пластины – клин-прихват – применяют для крепления пластин без отверстий. Пластину устанавливают в закрытый паз и базируют по опорной и боковым поверхностям. При этом обеспечивается высокая точность базирования пластин и высокая надежность крепления.
Выбираю материал резца: для пластины - твердый сплав Т14К8 – предназначен для чернового точения литых и кованых заготовок из углеродистых и легированных сталей [3, стр. 180, табл. 3]. Свойства: [σизг] = 1274 Н/мм2; HV1325; для державки сталь 40Х – ГОСТ 4543 – 71; для клина, штифта сталь 45 (оксидировать), для винта сталь 45. При обработке на станке 16К20 с глубиной 2 – 8 мм (см. ниже): рабочая высота резца 25 мм, диаметр описанной окружности пластины 22 мм [1]. Сечение державки резца Н × В = 25 × 20 мм; Размеры пластины (по ГОСТ 19042-80): l = 11 мм – длина пластина (основание); d = 6,350 мм – диаметр вписанной окружности; s = 3,18 – толщина пластины; m = 9,128 – высота пластины; r = 0,4 мм – радиус при вершине [1]; φ = 90° – главный угол в плане [1]; φ1 = 3° – вспомогательный угол в плане [1]; γу = 12° – передний угол пластины [1]; γ = 12° – передний угол [1]; α = 8° – задний угол [1]; α1 = 8° – вспомогательный задний угол [1]. Чертеж резца: см. приложение рис.2.
Выбор глубины резания При черновой обработке рекомендуется снимать 75 - 90% от общего припуска на обработку детали. Учитывая размеры заготовки и детали, принимаю общий припуск на обработку h = 9 мм. На черновую токарную обработку - h черн.=7 мм. На чистовую токарную обработку оставляю припуск h чист.=2 мм. Расчет глубины резания при черновой обработке: Припуск снимаем за один проход:
Механизма подачи станка [ P z]м.п = 2[ P н], где [ P z]м.п. - сила резания, допускаемая прочностью механизма подачи станка, Н; [ P н] – максимальная осевая сила резания, допускаемая механизмом подачи, Н – 6000. [ P z]м.п = 2·6000 = 12000 Н.
Режущей пластины резца
[ P z]пл = 340· t 0,77· S 1,35· где [ P z]пл - сила резания допускаемая прочностью режущей пластины резца, Н; t = 3,5 мм – глубина резания; S = 3,18 мм - толщина пластины φ = 90° – главный угол в плане.
Расчет резца
Жесткостью резца
где f - допускаемая стрела прогиба резца при черновом точении, м - f = 0,1·10-3 м; Е – модуль упругости материала державки резца; Е =2,1·1011 Па; J – момент инерции прямоугольного сечения державки резца, м4:
Проверка условия
P zдоп > P z < P zжес. 5120 > 3862 < 18666 Условие выполняется, следовательно, резец с сечением державки 20 × 12 мм обладает необходимой прочностью и жесткостью. Первоначально в расчете принято сечение державки резца Н × В = 25 × 20 мм, так как принятые размеры больше минимально допустимых, следовательно, резец выбран правильно.
Задание №2
1. Физические основы формообразования поверхности
Процесс резания рассматривается, как процесс высокоскоростного пластического деформирования, протекающий в зонах стружкообразования и контактного взаимодействия по передней поверхности инструмента и площадке износа задней поверхности инструмента. В пределах длины зоны контактных пластических деформаций существуют участки упрочнения с ростом сопротивления пластическому деформированию и разупрочнения со снижением сопротивления пластическому деформированию. Процессы, происходящие на участке упрочнения зоны контактных пластических деформаций и в зоне стружкообразования, протекают параллельно и взаимосвязаны как по закономерности роста сопротивления пластическому деформированию, так и по закономерностям кинематических процессов в этих зонах. Взаимосвязь двух этих процессов формирует величину угла сдвига.
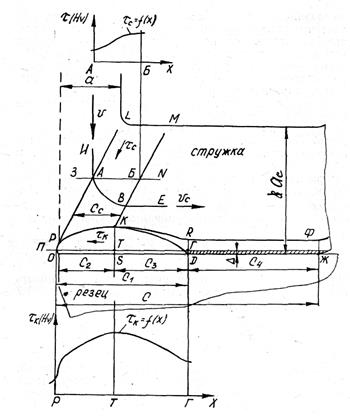
В результате исследований, выполненных Т. Н. Лоладзе и Н.В. Талантовым, установлена реально существующая модель процесса стружкообразования и контактного взаимодействия по передней поверхности инструмента. Согласно этой модели (рис. 1, 2), процесс пластического деформирования совершается во времени или по пути перемещения объема металла от начальной границы зоны стружкообразования OL до конечной границы зоны стружкообразования КМ. Начальная и конечная границы зоны стружкообразования параллельны и расположены друг относительно друга на конечном расстоянии Сс. Сама зона стружкообразования представляет собой семейство параллельно расположенных плоскостей скольжения, по мере пересечения которых при движении по кривой АВ, каждый элементарный объем металла последовательно деформируется. Напряженным состоянием в зоне стружкообразования является сдвиг в условиях всестороннего сжатия.
Рис. 1. Реальная схема процесса стружкообразования
Процесс пластического деформирования характеризуется следующими параметрами: ε – степень деформации;
τс – сопротивление пластическому деформированию; qт – интенсивность тепловыделения в элементарном деформируемом объеме; qс – интенсивность стока тепла из элементарного объема; θ – температура нагрева элементарного объема. Перечисленные выше параметры имеют следующие размерности:
ε – величина безразмерная. Процесс пластического деформирования в зоне стружкообразования и в зоне контактного взаимодействия при резании металла с практически применяемыми скоростями резания является высокоскоростным пластическим деформированием. Поэтому температура в зоне резания, возрастающая в ходе пластического деформирования, играет особую, значимую, управляющую роль.
Рис. 2. Микрошлиф корня стружки с границами зоны стружкообразования и зоны следов контактных пластических деформаций
Температурно-деформационные закономерности высокоскоростного деформирования, характеризуются изменением в ходе пластического деформирования степени деформации, скорости деформации, сопротивления деформированию температуры, определяют смену видов стружкообразования и контактного взаимодействия. Температурно-деформационные закономерности процесса высокоскоростного пластического деформирования в решающей степени определяются интенсивностью тепловыделения и интенсивностью стока тепла в ходе пластического деформирования металла в зонах стружкообразования и контактного взаимодействия.
В процессе резания действуют несколько источников тепла, каждый из которых имеет границы действия и интенсивность тепловыделения в пределах этих границ. Перечислим источники тепловыделения при резании: Qa.c — тепловыделение в результате пластического деформирования металла в зоне стружкообразования; Qк.п. — тепловыделение в результате контактного взаимодействия по передней поверхности инструмента; Qк.в. — тепловыделение в результате контактного взаимодействия по площадке износа задней поверхности инструмента.
Рис. 3. Схема тепловыделения и теплораспределения при резании
Смена видов контактного взаимодействия по передней поверхности и площадке износа задней поверхности инструмента, видов стружкообразования, а также закономерности изменения основных характеристик высокоскоростного пластического деформирования при существовании каждого из них определяют формирование инверсивных кривых влияния скорости на основные характеристики процесса резания (угол сдвига, составляющие силы резания и др.), интенсивность износа, стойкость инструмента и, следовательно, количественное значение этих параметров при определенной скорости резания.

Рис. 4. Вид контактного взаимодействия – нарост на передней поверхности резца
ЛИТЕРАТУРА
1. Боровский Г.В. Справочник инструментальщика. под ред. Маслова А.Р. - Москва: Машиностроение, 2005. - 464 с. 2. Марочник сталей и сплавов. 2-е изд., доп. и испр. / А.С. Зубченко, М.М. Колосков, Ю.В. Каширский и др. Под общей ред. А.С. Зубченко – М.: Машиностроение, 2003. 784 с. 3. Справочник технолога-машиностроителя. В 2-х т. Т.2. / под ред. А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова – М.: Машиностроение-1, 2001 – 944 с. 4. Расчет припусков и межпереходных размеров в машиностроении: Учеб. пособ. для машиностроит. спец. вузов / Я.М. Радкевич, В.А. Тимирязев, А.Г. Схиртладзе, М.С. Островский; под ред. В.А. Тимирязева. – М.: высш. шк., 2004. – 272 с.
Вариант 1 (номер заданного варианта) Иванов И.И. Выполнил студент_________________________________________________________ (Ф.И.О студента) группы _______________________ ВТМЗ-365 ______________________________ (номер группы) тел. …………………………… Проверил _____________________ Даниленко М.В. _____________________________ (Ф.И.О преподавателя) Волжский 2019 Задание №1:
Рассчитать режим резания при точении полным (аналитическим) методом для заданных условий обработки:
Размеры детали: наружный диаметр D, мм - 120; внутренний диаметр d, мм - -; длина L, мм - 1200; Материал детали: Сталь 40 Г; Тип заготовки - поковка I группы точности, изготовляемая ковкой на прессе.
Задание №2:
Подробный ответ на вопросы:
1. Физические основы формообразования поверхности. 2. Силы резания при процессах формирования поверхностей. Равнодействующая сила резания и ее составляющие. 3. Виды износа инструмента его характеристики. Задание №1 Содержание работы
Задание. Введение. 1. Выбор заготовки. 1.1. Анализ материала заготовки. 1.2. Расчет размеров заготовки. 2. Выбор технологического оборудования, способа закрепления детали на станке. 3. Выбор режущего инструмента. 4. Расчет режимов резания при одноинструментальной обработке. 4.1. Выбор глубины резания. 4.2. Расчет наибольшей допускаемой силы резания. 4.2.1. Расчет силы резания допускаемой прочностью заготовки. 4.2.2. Расчет силы резания допускаемой жесткостью заготовки. 4.2.3. Расчет силы резания допускаемой прочностью механизма подачи станка. 4.2.4. Расчет силы резания допускаемой прочностью державки резца. 4.2.5. Расчет силы резания допускаемой прочностью режущей пластины резца. 4.2.6. Расчет силы резания допускаемой нагрузкой на центр задней бабки. 4.3. Определение допускаемой подачи. 4.4. Определение скорости резания. 4.4.1. Определение скорости резания допускаемой мощностью станка. 4.4.2. Определение скорости резания допускаемой стойкостью резца. 5. Уточнение количества рабочих ходов. 6. Определение частоты вращения шпинделя станка. 7. Определение времени обработки. 8. Расчет резца 8.1. Определение тангенциальной составляющей силы резания. 8.2 Определение сечения державки резца. 8.3. Проверка державки резца на прочность и жесткость. 8.3.1 Определение максимальной нагрузки допускаемой прочностью резца. 8.3.2 Определение максимальной нагрузки допускаемой жесткостью резца. 8.3.3 Проверка условия Приложение 1. Чертеж заготовки. Приложение 2. Чертеж резца. Выбор заготовки
Анализ материала заготовки
Характеристика материала сталь 40Г
Химический состав в % материала сталь 40Г
Механические свойства при Т=20oС материала сталь 40Г
Технологические свойства материала сталь 40Г
Расчет размеров заготовки Основные припуски и предельные отклонения для гладких поковок круглого сечения, изготовляемых ковкой на прессе определяются по [4, стр. 131, табл. 5.2]. Длина заготовки определяется по формуле:
где L – длина детали, мм; d - припуск, мм [4, стр. 131, табл. 5.2]; D - предельные отклонения, мм [4, стр. 131, табл. 5.2].
Диаметр заготовки определяется по формуле:
где D – диаметр детали, мм; d - припуск, мм [4, стр. 131, табл. 5.2]; D - предельные отклонения, мм [4, стр. 131, табл. 5.2].
Чертеж заготовки см. приложение 1.
Выбор технологического оборудования, способа закрепления детали на станке
Для обработки данной заготовки использую станок 16К20. Наибольший диаметр обрабатываемой заготовки: над станиной – 400 мм; над суппортом – 220 мм. Наибольшая длина обрабатываемой заготовки – 2000 мм. Расстояние между центрами - 2000 мм. Частота вращения шпинделя станка, об/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600. Подача суппорта продольная, мм/об: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,4; 2,8. Максимальная осевая сила резания, допускаемая механизмом подачи, Н – 6000. Мощность электродвигателя – 10 кВт. КПД – 0,75 кВт. Т.к. отношение L/D = 1227/129 = 9,5, то для закрепления заготовки использую способ закрепления – в центрах.
Рис. 1. Схема закрепления
Размеры центрового отверстия выбираем по ГОСТ14034 (форма А): для D =120 мм, принимаем – d =12 мм; d 1=25,40 мм; l =14,6 мм; l 1=11,6 мм.
Рис. 2. Форма и размеры центрового отверстия
Выбор режущего инструмента
Инструмент – резец токарный проходной с механическим креплением многогранной твердосплавной пластины. Пластина трехгранная, крепление пластины – клин-прихват – применяют для крепления пластин без отверстий. Пластину устанавливают в закрытый паз и базируют по опорной и боковым поверхностям. При этом обеспечивается высокая точность базирования пластин и высокая надежность крепления. Выбираю материал резца: для пластины - твердый сплав Т14К8 – предназначен для чернового точения литых и кованых заготовок из углеродистых и легированных сталей [3, стр. 180, табл. 3]. Свойства: [σизг] = 1274 Н/мм2; HV1325; для державки сталь 40Х – ГОСТ 4543 – 71; для клина, штифта сталь 45 (оксидировать), для винта сталь 45. При обработке на станке 16К20 с глубиной 2 – 8 мм (см. ниже): рабочая высота резца 25 мм, диаметр описанной окружности пластины 22 мм [1]. Сечение державки резца Н × В = 25 × 20 мм; Размеры пластины (по ГОСТ 19042-80): l = 11 мм – длина пластина (основание); d = 6,350 мм – диаметр вписанной окружности; s = 3,18 – толщина пластины; m = 9,128 – высота пластины; r = 0,4 мм – радиус при вершине [1]; φ = 90° – главный угол в плане [1]; φ1 = 3° – вспомогательный угол в плане [1]; γу = 12° – передний угол пластины [1]; γ = 12° – передний угол [1]; α = 8° – задний угол [1]; α1 = 8° – вспомогательный задний угол [1]. Чертеж резца: см. приложение рис.2.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2019-11-02; просмотров: 144; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.154.174 (0.145 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ,
, мм.
мм. ,
, мм.
мм.
 мм.
мм. ,
, Н.
Н. ,
,
 м4.
м4. Н.
Н.

 - скорость деформации;
- скорость деформации;
 ;
;  ;
;  ,
,