Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Последовательность изготовления отливки типа «Крестовина» в разовой песчано-глинистой форме.Содержание книги
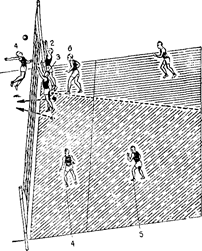
Поиск на нашем сайте Схема 1
Отливка типа «крестовина» изготавливается в песчано-глинистой форме (Схема 1). Основной составляющей формовочной смеси является кварцевый песок, зерна которого имеют различную величину и форму, обладают высокой огнеупорностью. Формовочные смеси получают смешиванием свежего кварцевого песка и огнеупорной глины с определенным количеством отработанной формовочной смеси и различных добавок. В рассчитанном варианте равно 80%. Для приготовления формовочных и стержневых смесей свежие материалы сушат, размельчают и просеивают. Затем их смешивают в однородную массу. Чем равномернее распределяются между зернами песка глинистые добавки, влага и другие составные части, тем выше основные качества смеси, т.е. ее способность пропускать пары и газы, а также прочность и огнеупорность при наименьших количествах связующих веществ. В рассчитанном варианте изготовление литейной формы происходило с помощью пескометной машины. Такая машина обладает наиболее высокой производительностью. Она механизирует операции наполнения опоки формовочной смесью и ее уплотнение. Установка, съем опок, и удаление модели из формы выполняется вне машины различными механизмами. Пескометы применяют преимущественно для опок емкостью не менее 0,5м3. Производительность машины до 3,5м3/ч. Стержень для отливки типа «крестовина» был произведен из холодно-твердеющей смеси на пескострельной машине (разновидность пескодувных). Жидкий металл поступает в полость формы через литниковую систему, которая обеспечивает непрерывную, равномерную и спокойную подачу металла в форму, а также питание отливки жидким металлом во время ее затвердевания и усадки. Металл, выплавляемый в цехах, сначала выпускают в разливочный ковш, из которого его затем разливают по формам. Перед заливкой в формы металл выдерживается в ковше и ему дается возможность освободиться от выделяющихся газов, шлака и неметаллических включений. Перед заполнением металлом ковш следует хорошо просушить и нагреть до 700-800 ºС. В противном случае металл быстро охлаждается, образуя настыли на стенках, насыщается газами, могут быть выбросы жидкого металла, что очень опасно. Время заливки металла в ковш 5 минут. Далее происходит заливка литейных форм жидким металлом. На качество отливки оказывает значительное влияние температура заливаемого металла, которую выбирают в зависимости от природы металла, величины и конструкции формы, толщины отливки и ряда других факторов. После того, как в форму был залит металл, ей дают время на остывание. Происходит кристаллизация металла, после чего форма поступает на выбивку. При выбивке опока освобождается от отливки, отработанной формовочной смеси, каркасов, стержней и т.д. Для выбивки применяем пневмоническое оборудование. Отливку, освобожденную от стержней и формовочной смеси, следует очистить от земли, литников. Для этой цели используется дробеметный аппарат. Принцип действия аппарата: на поверхность отливки направляют с большой скорость чугунную дробь, которая очищает за счет удара поверхность отливки. Операция обрубки прибыли происходит с помощью пневморубки. Далее проводится термическая обработка металла в виде отжига, целью которого является удаление поверхностных дефектов.
Материал отливки – чугун СЧ20. Расширяющаяся литниковая система для чугунных отливок: Fcт<Fшл<Fпит Fcт:Fшл:Fпит=1:1,2:1,5 Тип литниковой системы – верхнебоковая. Расчёт литниково-питающей системы с учётом изготовления отливки из СЧ20.
М = Smi = V × r Находим объем отливки:
Номинальная масса отливки равна:
Размер опоки: а:230+50+50=330 мм b:360+50+50=460 мм h:320/2+50=210 мм из таблицы выбираем нужный размер опоки: 500х400х200 1)Время заполнения формы металлом. Воспользуемся наиболее часто применяющееся эмпирической зависимостью:
где S- коэффициент, учитывающий род сплава, тип литейной формы и конфигурацию литниковой системы. M - масса отливки, кг. δ - преобладающая толщина стенки отливки, мм. 2)Расчетный статического напора. Высота статического напора: для литниковой чаши:
Нст- начальный напор или расстояние от горизонтальной оси питателей до верхнего уровня металла в чаше Нст=p+b=0,22+0,05=0,27 H1=0.035*0.08=0.028мм c=0.44 – высота отливки; р=0.22 – расстояние от верхней полуформы до верха отливки;
3) Площадь поперечного сечения узкого места литниковой системы (в данном случае стояка) равна:
где, М – масса металла, заливаемого в форму, кг. µлс – коэффициент расхода литниковой системы. ρ– плотность жидкой стали, кг/м3. t – время заполнения формы, сек. g – ускорение свободного падения, м2/с
Площадь сечения стояка:
Площадь сечения шлакоуловителя:
5) Размер элементов литниковой системы. Стояк: Нижний диаметр стояка: Высота стояка равна: Верхний диаметр стояка: Объем стояка: Литниковая чаша: Объем чаши: Шлакоуловитель:
Высота будет равна: Расчет площади питателя:
Масса литниково-питающей системы: Mпит= Расчет объема формовочной смеси:
Объем стержневой смеси
Коэффициент использования металла КИМ=М1/М0=79,465/(40,3992+63,495)=0,765
4.1 Задан состав чугуна, который необходимо выплавить (чугун 20):
Расчёт ведём на 100 кг металлошихты:
Найдём количество добавок в шихте: Si – x % Mn – y % S – z % Угар Si составляет 15%,т.е. 0,15 X Угар Mn составляет 20%, т.е. 0,20 Y Пригар серы составляет +50%, т.е. 0,5 Z
Остаётся: Si = 0,85 Х, Mn = 0,80 Y, Z=1,5
Получим: Таким образом получаем шихту:
Расход ферросплавов Ф:
К = (100 – угар), % В – содержание элемента в ферросплаве, доли единиц
Возьмём ферромарганец Фм 75 с содержанием Mn = 75%
Количество дополнительного элемента, вносимого ферросплавом, %
Возьмём ферросилиций Фc 71 с содержанием Si = 71%
Количество дополнительного элемента, вносимого ферросплавом, %
Необходимо дополнительное внесение углерода: добавляем кокс литейный с содержанием углерода С = 82 %.
Таким образом, получаем общую массу металлошихты равной:
m = 100 + 0,8 + 0,696 + 0,58
Итоговый состав металлошихты приведенный на 100 кг выплавляемого чугуна:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 241; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.248 (0.007 с.) |


 где:
где:





 ,
,

 – высота расчетного статического напора, м
– высота расчетного статического напора, м

 =
= 
 =1,2*
=1,2* 




 ,
,



 ;
;  ;
; 
 , где
, где - заданное содержание элемента
- заданное содержание элемента - исходное содержание элемента
- исходное содержание элемента - масса металлошихты
- масса металлошихты кг
кг , где
, где  - содержание элемента
- содержание элемента  в ферросплаве.
в ферросплаве.
 кг
кг
 102,08 кг
102,08 кг